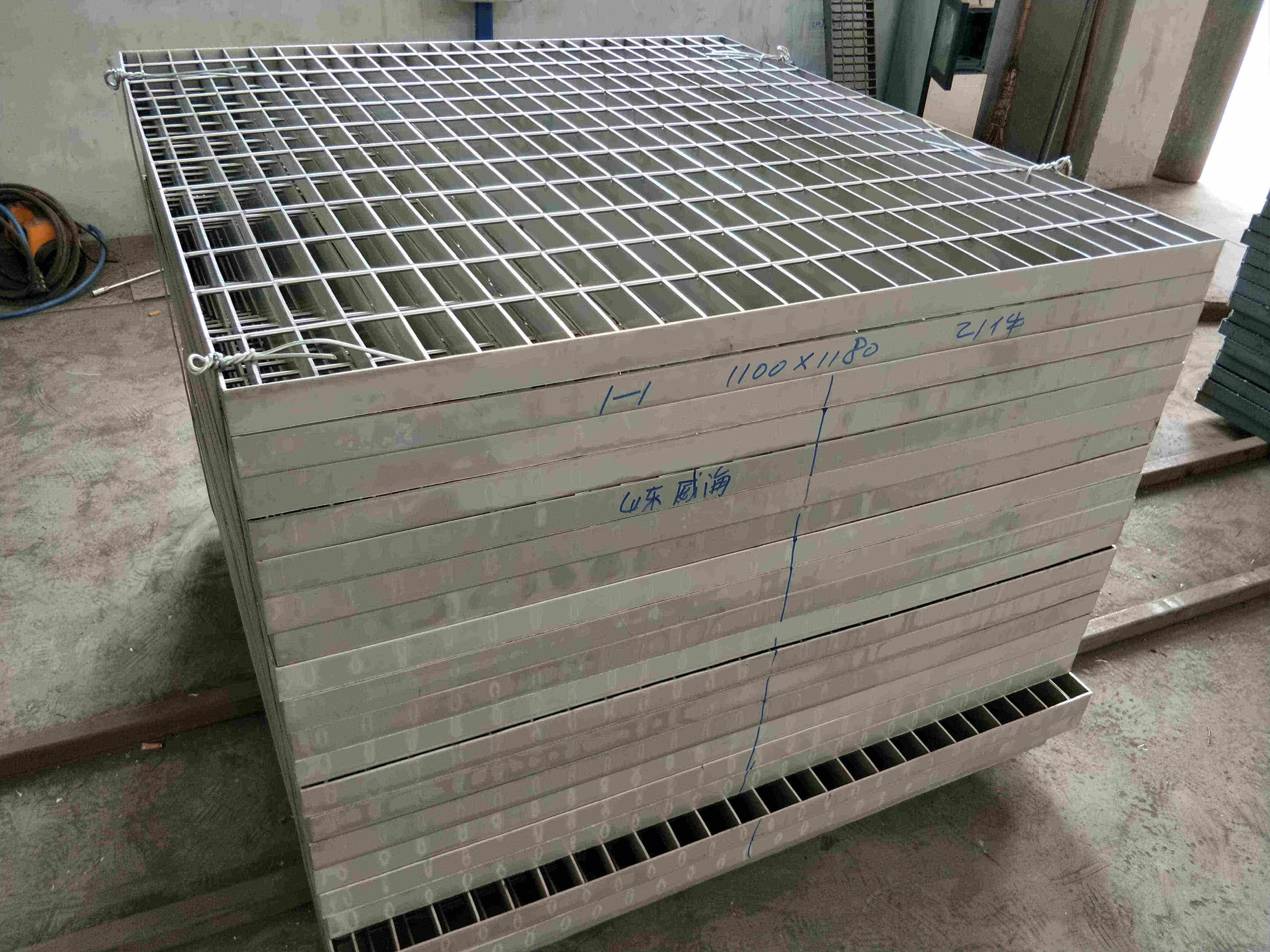
熱軋防滑扁鋼是鋼格板制作業的首要質料之一.鋼格板由扁鋼焊接拼裝成網格狀的板材,經鍍鋅后廣泛用于發電廠、鍋爐廠、化工廠走臺,高速公路電 力通訊道防護蓋板、轎車噴漆房、市政設備等方面,具有結實、美麗、通風等長處.而傳統的帶有網紋的防滑鋼板, 由于易變形、不透氣、易積水生銹、施工困難等缺陷已逐步被鋼格板所代替.
為了使鋼格板具有防滑的作用,在扁鋼的單側或雙側制作成具有必定要求的齒形,即防滑扁鋼,在運用中起到防滑作用,鋼格板首要由扁鋼焊接而成,其間用麻花鋼銜接,起固定間隔和增強強度作用,經打磨去刺、鍍鋅等加工工序, 制作成各種規范規范.現在,由于我國經濟建設的開展,鋼格板在各行各業的運用現已較為廣泛.
防滑扁鋼的截面形狀
防滑扁鋼歸于異型斷面,具有周期齒形和對稱的異型斷面, 鋼的截面形狀,在滿足運用強度的情況下,具有經濟型斷面. 一般型防滑扁鋼的截面形狀,用于一般的運用場 ,雙側型防滑扁鋼,用于正反兩面可交換運用的場合,如轎車噴漆房的地板,可前進運用率. 防滑扁鋼是系列產品,按截面形狀可分為I 型和一般型兩類,按斷面大小可 分為5x25,5x32,5x38 等多種規范,斷面積從65 平方毫米到300 平方毫米不等.
防滑扁鋼的變形特征
和一般扁鋼比較,防滑扁鋼首要具有齒形和對稱的I型截面. 齒形的變形特征齒形配備在制品前孔一次立軋成型, 成型時由于齒根部位的壓下量遠大于齒頂部位的壓下量,不均勻變形使得槽底兩邊發作鼓形,在后道制品孔平軋時,部分鼓形的金屬量轉變為局部寬展,使得軋后制品齒形和制品前立軋孔設定的齒形有較大的齒距,這齒距一起隨制品孔和制品前孔的壓下量的改變而改變.. 要獲得正確的齒形,需合理判定制品孔和制品前孔的壓下量和孔型規劃,掌握變形規矩,規劃出滿足產品要求,并能穩 定質量進行批量出產的制品前孔軋輥齒形.
裝配式軋輥的使用
防滑扁鋼的齒形在制品前孔成型時, 為獲得正確的齒高和齒形,壓下量遠大于一般扁鋼,當選用中鎳鉻軋輥電脈沖 加工成型或金切削加工成型時,制品前孔凸出的齒形部分在出產中磨損很快, 構成產品質量不安穩和無法安排批量出產.為此,我們把制品前孔規劃為裝配式軋輥 .選用紅硬性好的合金材料制作齒形地址部位的齒片,通過熱處理,增加齒形部分的抗磨性,前進了產品質量和出產的安穩性,并降低了出產本錢. 裝配式軋輥示意圖用以上原理規劃的防滑扁鋼,具有正確的齒形和斷面,且出產和質量安穩,現在國內出售已有必定的商場,防滑扁鋼的開發,填補了國內空白,并底子構成了企業產品規范.
東西用久了就會遭到必定的損害,鍍鋅鋼格板鋼格板也不破例。盡管鋼格板在制造的時分現已做了鍍鋅一類的外表處理,可是跟著運用時間變長,依然不可避免的有所損壞。那么為了避免您的鋼格板被損壞,就要留意對鋼格板進行維護。相對來說,鍍鋅鋼格板仍是比較好的。鍍鋅有電鍍和熱鍍兩種。這二者的差異在于,電鍍鋅本錢較低,可是鋅層厚度不盡善盡美;而熱鍍鋅本錢較高,可是效果比較好。盡管說熱鍍鋅比較經用,但需求留意的是,施工過程中必定要留意維護鍍鋅層,不要讓它遭到損害。
鋼格板生產時采用表面處理,把鍍鋅鋼格板浸入鉻酸溶液中,讓鋅層表面形成活性低之薄膜方法。此種鉻酸皮膜即使稍被碰破,破口附近的鉻酸鹽也會在水中溶化匯集到破口部位,再次形成新膜,可以有效地防止白銹的產生。
在鍍鋅鋼格板上涂油,防止空氣與鋅直接接觸。這里要注意的是,如果您要進行涂漆前請必須先將鋼格板表面的油擦掉, 若鍍鋅鋼格板將作為涂漆用途,則可施予磷酸鹽皮膜處理。磷酸鹽會穩穩的附著在鍍鋅鋼格板表面上,形成疏松多孔狀,可為涂料提供良好的立足點,而獲得強固附著效果。
生產的鍍鋅鋼格板存放在通風良好的地方,或者在濕度較高及冷暖差別大的季節里使用干燥機或干燥爐防止發生結露。注意不要被浸水而濕了,如被露水或水浸濕要處理干燥,也可以把包裝拆開,使用風扇等之進行送風吹干。存放在通風良好的地方,如果冷暖溫差大,易發生結露之處要避開。
焊接注意
1、在負載扁鋼和橫桿的每個交點處,應通過焊接、鉚接或壓鎖將其固定。
2、鋼格板的焊接優先采用壓力電阻焊,也可采用電弧焊。
3、鋼格板的壓鎖可采用壓力機將橫桿壓入負載扁鋼將其固定。
4、鋼格板應根據用戶的需要,加工成各種尺寸的形狀。
5、負載扁鋼的間距和橫桿的間距可由供需方根據設計要求確定。作工業平臺,建議負載扁鋼的間距不得大于40mm,橫桿間距不得大于165mm。
-/gjcjdj/-
http://www.joan1016.com