焊接注意
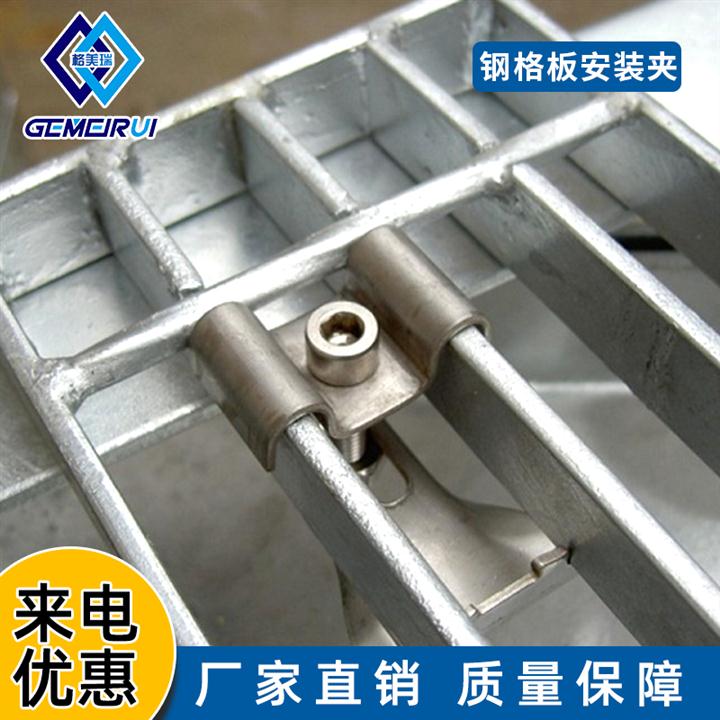
1、在負載扁鋼和橫桿的每個交點處,應通過焊接、鉚接或壓鎖將其固定。
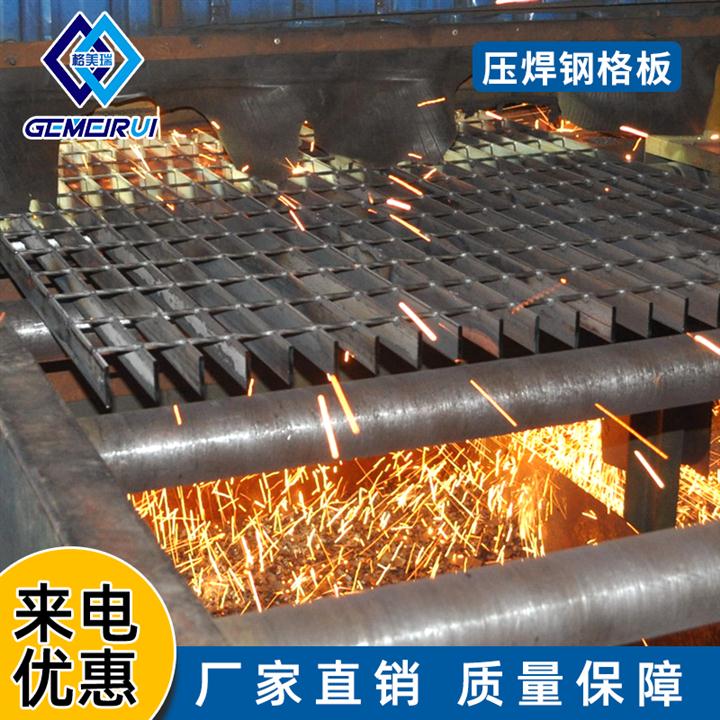
2、鋼格板的焊接優先采用壓力電阻焊,也可采用電弧焊。
3、鋼格板的壓鎖可采用壓力機將橫桿壓入負載扁鋼將其固定。
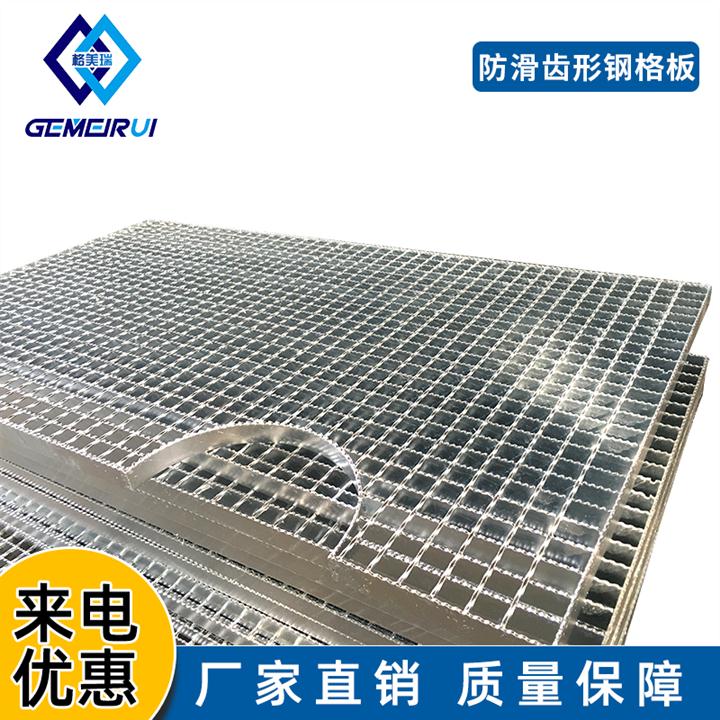
4、鋼格板應根據用戶的需要,加工成各種尺寸的形狀。
5、負載扁鋼的間距和橫桿的間距可由供需方根據設計要求確定。作工業平臺,建議負載扁鋼的間距不得大于40mm,橫桿間距不得大于165mm。
6. 對角線偏差:鋼格柵板由于尺寸公差而引起對角線的相對偏差,不應大于±5mm;
1
1. 鋼格板長度的允許偏差為-0.5mm,寬度的允許偏差為±5mm;
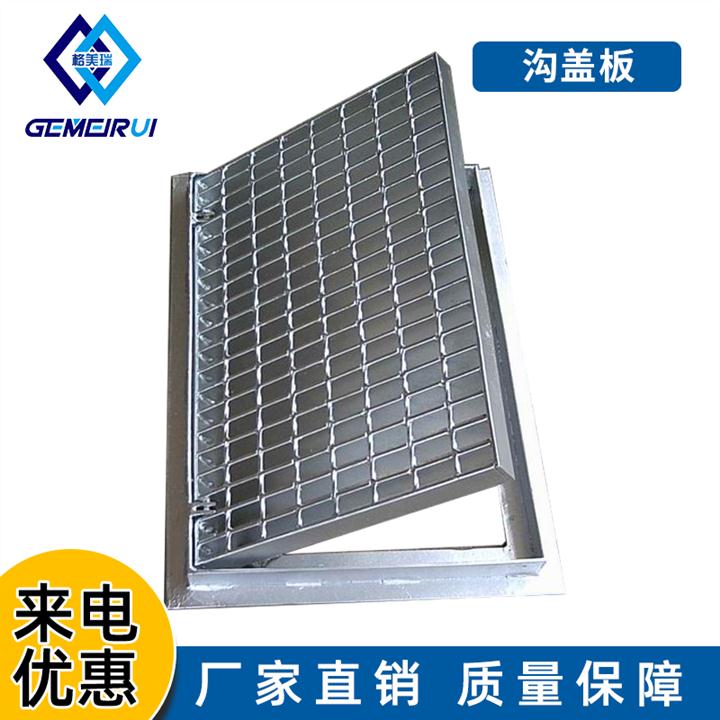
系列2(間距40mm)鋼格板是經濟輕便型,符合英國標準規定的固定平臺,走道及樓梯的規格,在跨距小的場合下,這是理想的產品,即使在運輸設備走道那樣的負荷下也不例外,也可用來做倉庫的貨架、樓閣的面板、棧橋、防護柵欄、太陽簾等。
鋼格板的設計步驟
1、分析用戶提供的圖紙,確認鋼格板鋪設區域。
2、在鋼格板的鋪設區域內,找到支撐鋼格板鋼梁的位置和尺寸。根據鋼格板的跨度要求,確定所選用的鋼格板型號。如果用戶已經提供鋼格板型號,應校隊其是否在要求的安全跨度之內,盡量達到安全跨度鋪設。若無法避免超安全跨度鋪設,應在圖紙相應位置明確的表明加梁要求。
3、在設計圖紙上繪制支撐鋼格板的鋼梁布置圖,在布置圖上畫出所有在鋼格板上開口設備、管道等障礙物的位置和尺寸。
4、根據鋼格板鋪設原則進行鋪板,將鋼格板的板號、外形尺寸標注明確、齊全。
5、在材料明細表中列出鋼格板的板號、數量、長度、寬度及面積等數據,在圖紙上注明技術要求,技術要求應包括標題欄中的相關內容。
6、對照圖紙仔細檢查支撐鋼格板鋼梁的位置、尺寸及形狀尺寸是否正確。檢查鋼格板尺寸、板號等是否正確以及明細表、標題欄、技術要求是否正確。檢查無誤后打印圖紙,鋼格板布置圖完成。
鋼格板的工藝要求
鋼格板的工藝設計是對板料的幾何信息根據原板尺寸進行下料編排,較終目標是使下料方案同時兼顧材料的較大利用率和較高的生產效率。鋼格板工藝搭配原則主要有一下幾個方面:
1、所有滿板尺寸或者超過滿板尺寸的鋼格板都按照長度進行優先搭配,搭配尺寸盡量少而且統一,長度范圍控制在5-7米。
2、少數窄板可按照寬度由大到小或者由小到大的次序排列,然后根據長度可并行搭配的合并到一起。
3、寬度溢出時利用原材料橫桿進行包邊焊接處理,不在另外焊接板。
4、雙桿焊機每次壓焊2根橫桿,不能出現單數情況。
5、板與板之間的搭配要保留鋸路尺寸,如果不夠需要空出一根橫桿。
6、對于一套圖紙需進行嚴格分類。若多張圖紙超過200平方米,需要將著這些圖紙搭配到一起,小于200平米時可考慮將其與小尺寸圖紙搭配到一起。
7、對于異形鋼格板,需考慮分解和對接,以達到材料較省。
8、對于扁鋼間距60毫米的板材可用30毫米間距的梳形夾進行原材料生產。
-/gjcjdj/-
http://www.joan1016.com