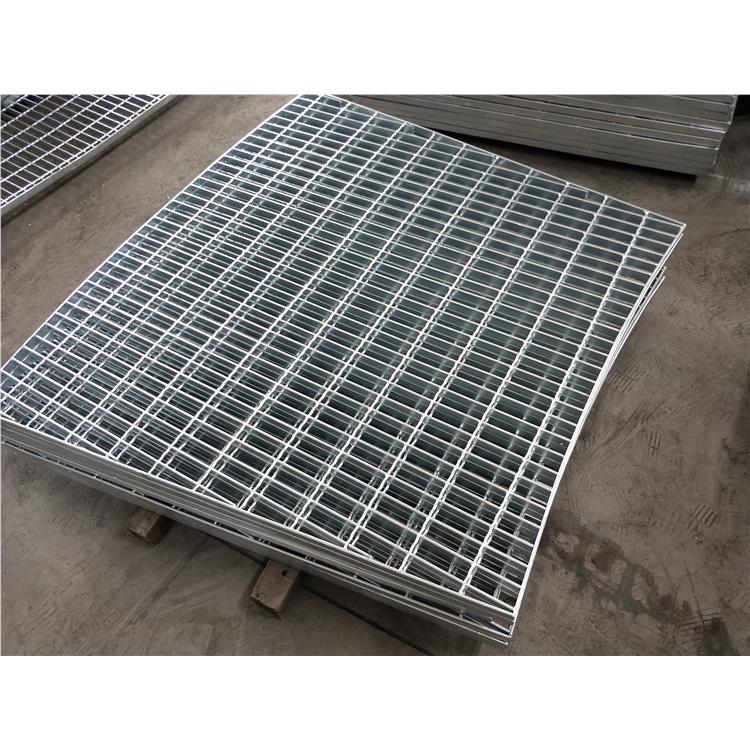
板材厚度3mm可定制
扁鋼寬度30mm ,40mm ,50mm ,60mm
扁鋼間距30mm、40mm可按需定制
表面處理熱鍍鋅、冷鍍鋅及不處理
產品特點通風,采光,散熱,防滑
工藝人工焊接
顏色銀白色
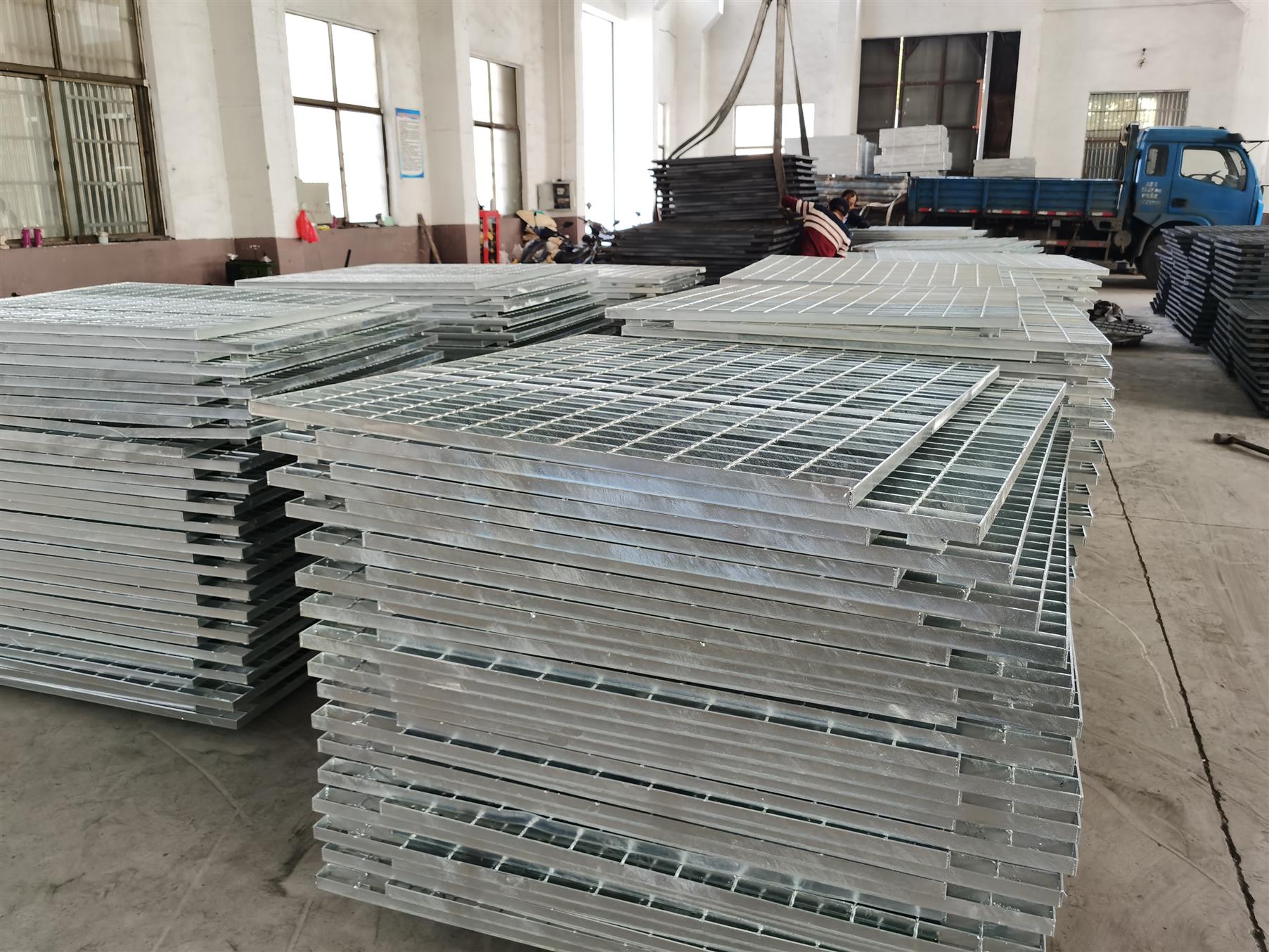
運輸物流運輸
數量10000
可售賣地全國
等級一級
用途建筑工地、電廠、船廠等
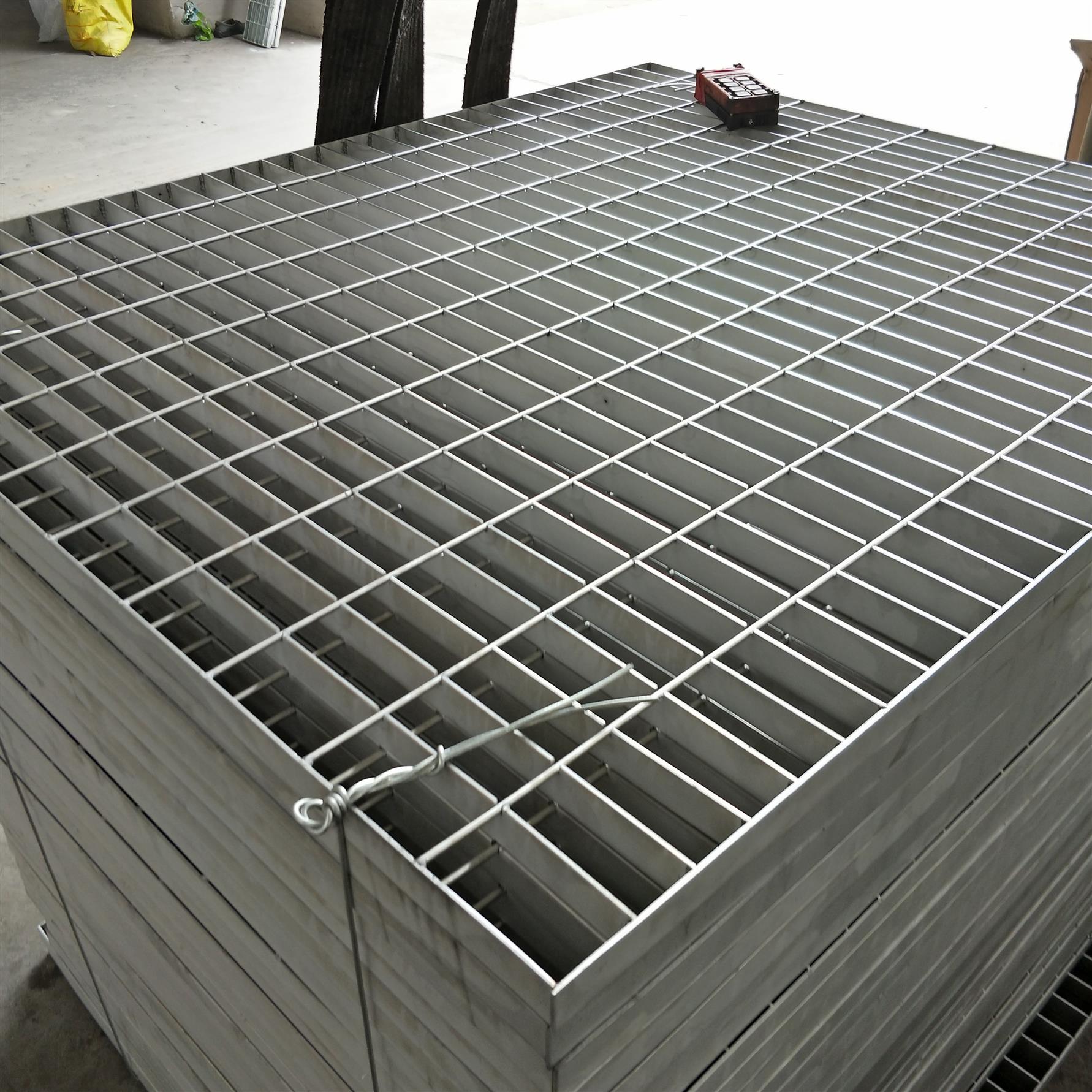
網孔長100mm可按需定制
是否跨境源否
材質304不銹鋼 Q235 熱鍍鋅
抗壓能力高強度承壓
規格平面型扁鋼,鋸齒形扁鋼,I型扁鋼
組合方式常規組合(扁鋼和麻花鋼/圓鋼)
板厚20mm
扁鐵間距40mm
鋼格板從鋅液中拉出時,應垂直拉出,斜拉出時鋅層較薄。因此,鋼格板在拉出鋅鍋時,應保持垂直拉出。鋼格板廠家的產品質量也受其生產順序的影響,也就是所謂廠家的規律性。如果一個廠家沒有更好的規律性,自然就沒有辦法把產品做得更好。質量,所以用戶在使用這款產品的時候,也需要注意這方面。業內有很多廠家因為生產訂單不好,不。當然,這個訂單的表現也取決于廠商的管理實力。管理不到位,就沒有高位。地溝蓋機壓焊采用高壓電阻壓焊機通過強大的電焊動力和液壓將橫桿壓焊到扁鋼上,機械手自動將橫桿均勻地放置在扁鋼上,從而獲得焊接牢固的溝槽蓋板,具有高穩定性和強度的溝槽蓋板。 鋼格板等焊接工藝受設備與電流電壓的匹配以及原扁鋼高度的影響。坡口蓋雙桿焊接強度高于單桿,寬度誤差可能影響焊接強度。該工藝的缺陷是虛焊和虛焊,虛焊容易使橫桿剝落。由于設備的額定容量,焊接過程不能生產大截面的重型鋼格板。
鋼格板的制造工藝并不復雜,但對焊接工藝要求很高。一般有規格的大型工廠采用全自動電腦控制焊機進行焊接。壓焊鋼格板、承重扁鋼和橫桿按一定間隔排列。原板采用200噸全自動液壓電阻焊設備焊接,通過切割、鉆孔、包裝等工序加工成客戶需要的產品。一般來說,相鄰兩根加載扁鋼的中心距通常為30MM和40MM。橫桿間距:相鄰兩根橫桿的中心間距一般為50MM或100MM,可根據客戶要求生產。也可根據客戶要求訂購各類鋼架產品。鍍鋅鋼格板是由扁鋼和橫條按一定的經緯間距排列,在高壓電阻焊機上焊接而成,通過切割、開槽、開孔、包邊等深加工成客戶要求的成品。其他過程。 .然后對表面進行熱鍍鋅或冷鍍鋅。鋼格板的鍍鋅工藝要求很高。鋼格板鋅層的厚度也比較嚴格。如果鋼格板鋅層太薄,會造成鋼格板滲漏,降低鋼格板的耐腐蝕性,影響鋼格板的使用壽命。太厚的鋅層也不利于鋼格板。鋅層的厚度會導致鋅層容易脫落,嚴重影響鋼網質量。所以鍍鋅時要做好防腐工作,鍍鋅前酸洗要徹底,氧化鐵渣不能預浸,否則鍍鋅不能保證鋅層能完全附著在鋼格板表層。 .鋅層不能太薄或太厚。
鋼格板 鋼格板經濟簡單,適用于人行道和樓梯的規格。在跨度較小的地方,即使承受設備運輸走道的載荷,也可用作倉庫貨架、亭臺樓閣板、棧橋、防護圍欄、遮陽棚等。 鋼格板 鋼格板是為礦山企業的工業應用而開發的一種類型。解決了我國礦產濺到板子上的難點。鋼格板損壞的原因有哪些?怎樣才能程度地減少鋼格板的損壞?與我國相比,鍍鋅鋼格板的損壞率還是比較低的。熱鍍鋅和電鍍鋅。兩者的主要區別在于電鍍鋅較低,但鋅層的厚度也不是沒用;雖然熱鍍鋅成本較高,但重要的效果更好。盡管熱鍍鋅更耐用,但需要注意的是,在施工管理過程中,一定要注意保護鍍鋅層,以免受到嚴重危害。熱鍍鋅鋼格板的危害因素主要通過以下幾點:由于不同載荷的變化,長期的學習和應用能力使鋼格板發生變化,導致對鋼格板承載能力的研究不足。經濟結構;各種信息意外變形、扭曲、凹陷等,造成建筑構件截面弱化、桿件翹曲、連接處開裂等;因溫差大而引起的相關元件或連接處的開裂和翹曲。由于這些化學反應物質的腐蝕,存在腐蝕問題,電化學腐蝕更為嚴重,導致某些部件的橫截面變弱。因此,使用熱鍍鋅表面數據處理,特別是對環境而言;其他原因包括鋼格板設計內容排版、鋼格板生產工藝、鋼格板設備錯誤、違規使用和操作等。簡而言之,鋼格板和鋼梁的連接方式主要有兩種:一種是焊接固定,二是使用正確的設備,沒有科學的應用。一是馬鞍夾固定。隨著鋼格板作為教育平臺的廣泛應用,它經常受到人的行走或機械振動等動態載荷的影響。如果系統使用馬鞍鉗設備來解決問題。為了提高固定性,鞍形夾的螺栓難免會發生滑動,這使得鋼格板處于不斷放松的市場形勢,在結構形式上也存在一定的安全隱患。因此,在很多動荷載相對重復或地震多發國家和地區的情況下,鋼格板的設備實施方式一般采用焊接生產設備。

在鋼格板加工下料之前,我國需要一個能正確把握學生和生活需求的規范模型。不同的地區,在所有的切割情況下,實際需求都會存在一些文化差異,這樣才能正確把握和了解自己的需求,企業才能在社會基層開展切割工作。事情會越來越成功,所以每個人都應該正確地分析和了解之前所做的事情。除了事先明確要求自己的規格型號外,鋼板加工下料還應準備相應的工具。畢竟在整個切割過程中,我們已經能夠按照傳統的手工方式進行激光切割了。我們的開發總是需要一個的工具。因此,我們必須提前做好這一重要階段的準備,讓這些人能夠更順利地開展相關教育工作。 鋼格板如果要加工和進料鋼格板,請提前掌握標準級別的要求,并在整個過程中擁有相關的機械設備。現在,我們可以兩方面都做好,完成整個切割過程 鋼格板 鋼格板切割方法: 1、預熱切割:這種方法是在切割鋼格板前進行預熱。預熱的主要目的是防止切割時產生裂紋。預熱一般要求溫度控制在一定范圍內,同時要注意整體加熱的均勻性。 2、低速切割:如果沒有預熱切割條件或鋼板受熱不均勻,建議嘗試低速切割。這種方法主要控制切割速度,具體的切割速度是控制的,這取決于砧板的厚度和硬度。 3、水下切割:鋼格板可以在水下直接切割,也可以在切割面上噴水。建議使用離子或火焰進行水下切割。此外,水下切割還有很多優點,如避免切割后的鋼板變形、避免鋼格板硬度降低、鋼板冷卻等。
鋼格板 焊接鋼格板時用于導電的填充金屬或焊絲焊接數據。在氣焊和鎢氣體保護焊中,焊絲用作填充金屬;在埋弧焊、電渣焊等氣體保護電弧焊中,焊絲既是填充金屬又是導電電。焊絲可分為三類。焊絲表面未涂抗氧化助焊劑。大多數用于鋼格板的焊絲都屬于這一類,包括碳鋼絲、低合金結構鋼絲、合金結構鋼絲、不銹鋼絲和有色金屬絲。有些合金,如鈷鉻鎢合金,不能鍛造、軋制或拉制,而是通過鑄造制成。主要用于鋼格板表面的手工堆焊,以滿足抗氧化、耐磨、耐高溫腐蝕等功能要求。采用連鑄加液捏合工藝生產數米長的Co-Cr-W焊絲,可用于自動充絲鎢氬弧焊,提高焊接功率和堆焊層質量,提高工作環境。鑄焊絲有時用于鋼格板的補焊。將薄鋼板軋成圓管或異型鋼管,填充一定成分的粉末,拉制有縫藥芯焊絲,或在鋼管內填充粉末,拉制無縫藥芯焊絲,即可獲得更高的焊接和焊接功率。鋼網板適應性好,試制周期短,用途和范圍不斷擴大。設備夾具的選擇應注意幾個問題。設備治具主要分為A、B、C三種規格,其中A是常用的。設備夾具是根據孔徑大小選擇尺寸的設備夾具。上下板用直徑8mm的螺栓固定。一般情況下,孔徑為30mm和40mm的設備治具為通用設備治具。由于該光圈是常用的,因此可以選擇兩種類型的光圈。其次,要實際了解以上斜面罩的選擇,材質也不同,焊接方式也是可選的。材質方面,通道蓋可以采用不銹鋼材質,光澤度高,價格相對昂貴。熱鍍鋅比較常見,便宜又漂亮,而且兩種材質不同。選擇設備治具的時候,也是選擇不銹鋼設備治具或熱鍍鋅設備治具的時候。在上述焊接方法中,如果是焊接,則將扁鋼按扁鋼的方向焊接,并選擇20mm到3mm之間的距離。如果設備夾具直接固定,鋼梁可以固定在兩個槽蓋板之間。詳細輪廓仍根據實際施工輪廓定制。
鋼格板的價格范圍:十字鋼格板和這樣的米字形外觀很像,所以我們很漂亮,但是同一個公司,只能手工焊接,質量問題也很好。一類是剛開始介紹的扁鋼。它們在國內按一定距離水平和垂直放置,產品采用交叉焊接技術制成。有兩種方法可以制作它們。一種是手焊,一種是壓力焊。質量需要非常高,我們的老師可以放心購買。 熱鍍鋅金屬網板的與這種材質的價格相近,如不銹鋼無縫鋼管、管材,無法給出具體價格。因為看到了客戶的需求,小布只能給出一般的價格。價格區間。本文介紹了鋼格板的相關信息,購買此類材料時一定要注意本產品的標準。 熱鍍鋅鋼格板性質不同熱鍍鋅是化學處理,屬于電化學反應。冷鍍鋅是物理處理,只是在表面刷一層鋅,所以鋅層易脫落。建筑施工中多采用熱鍍鋅。連續熱鍍鋅工藝:鋼材→加熱→冷卻至鍍鋅溫度→鍍鋅→冷卻 冷鍍鋅就是電鍍鋅,只有10-50g/m2,其本身的耐腐蝕性比熱浸鍍鋅相差很多。采用電鍍鋅相對便宜一些。 熱鍍鋅是鋼體在熱浸的條件下對表面鍍鋅,它的附著力很強,不容易脫落,熱鍍鋅管雖然也出現銹蝕的現象,但在很長的周期可以滿足技術、衛生要求。
http://www.joan1016.com