產地常州
執行標準YB/T4001.1-2007
材質Q235B
稅票包含
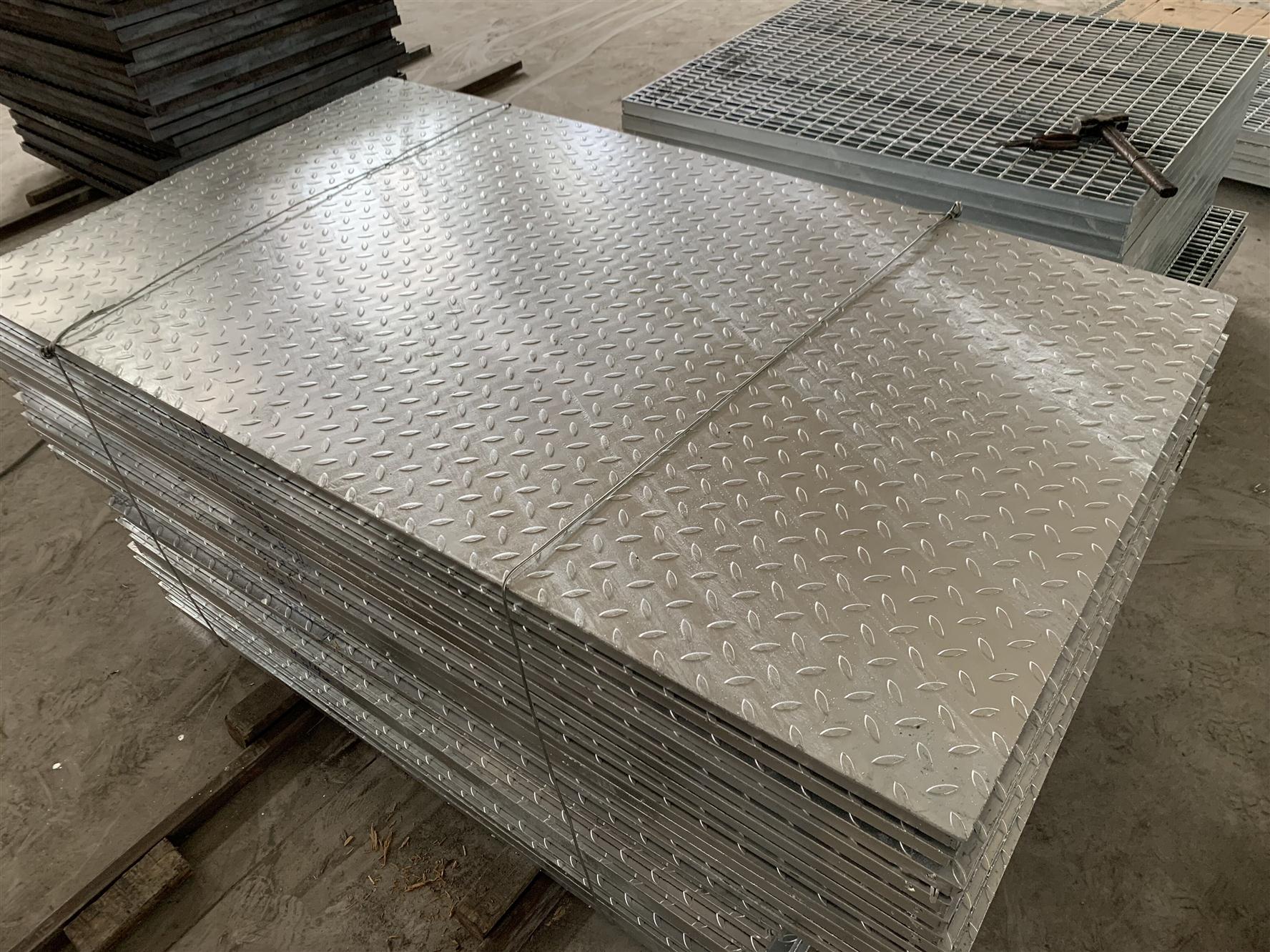
表面處理熱浸鋅
熱鍍鋅的目的是使表面光滑,避免生銹。鈍化是這種保護的關鍵。鈍化是在表面形成致密的氧化層。由于鋅的電位比鐵小,所以當不銹鋼晶格受到腐蝕性介質腐蝕時,鋅先對鐵起腐蝕保護作用。特別是鍍鋅層的鉻酸鹽鈍化形成了明亮美觀的鈍化膜,不僅顯著提高了鍍鋅層的防護性能,還改善了不銹鋼格柵板裝飾的外觀。如果鋅鍍層在一定成分的鉻酸鹽溶液中鈍化,形成結構精細、耐蝕性高的鉻酸鹽膜,可顯著提高鋅鍍層的耐蝕性。這是因為鉻酸鹽鈍化膜牢固地附著在鍍鋅層的表面。一方面,鉻酸鹽鈍化膜可以將鋅層與大氣隔離開來,減緩大氣中有害氣體的腐蝕。另一方面,一旦鍍鋅層的鈍化膜部分損壞或裂縫由大氣侵蝕,在六價鉻鈍化膜可使鈍化鋅層和自動修復鈍化膜,與此同時,鉻酸鹽,作為陽腐蝕原電池的抑制劑,阻礙陽反應,大大減緩鋅層的腐蝕。因此,經過相同厚度、相似質量的鈍化處理后,其耐蝕性可提高7-10倍。通過對鋼格形狀的檢測確定角鋼的形狀,通過對加工工藝的分析確定正確的結構。角鋼邊緣形狀不規則,存在過量的圓弧,是判斷和檢測表面裂紋的難點。超聲波直探頭檢測時,檢測方向單一,容易漏檢。在使用角度探頭時,由于末端角度反射的形成,很難確定缺陷。彎曲產生的裂紋方向垂直于長度方向,而裂紋方向平行于長度方向,裂紋兩端細且尖銳。因此,在軋制過程中會出現裂紋。彎曲后裂紋擴展,裂紋特征更加明顯。如果裂紋方向垂直于鋼格柵的長度方向,則在彎曲過程中會產生裂紋。鍍鋅鋼格板顧名思義是在鋼板表面涂上一層金屬鋅。這樣做的目的是防止鍍鋅鋼格柵表面的腐蝕,增加鋼板的使用壽命。鍍鋅鋼格柵板按加工不同的方法可分為熱浸鍍鋅鋼板、合金鍍鋅鋼板、電鍍鋅鋼板、印印鍍鋅鋼板、單層和雙層差壓鍍鋅鋼板、合金、復合鍍鋅鋼板、彩色鍍鋅鋼板和PVC疊層鍍鋅鋼板。
作為不銹鋼鋼格板焊接時填充金屬或同時作為導電用的金屬絲焊接材料。在氣焊和鎢極氣體維護電時,焊絲用作填充金屬;在埋弧焊、電渣焊和其他熔化極氣體維護電弧焊時,焊絲既是填充金屬,同時也是導電電極。焊絲可分為3類。焊絲的外表不涂防氧化效果的焊劑。
大多數用于不銹鋼鋼格板的焊絲歸于此類,包含碳鋼焊絲、低合金結構鋼焊絲、合金結構鋼焊絲、不銹鋼絲和有色金屬焊絲等。有些合金,如鈷鉻鎢合金,不能鍛、軋和拔絲,而用鑄造辦法制成。它首要用于不銹鋼鋼格板外表的手藝堆焊,以滿意如抗氧化、耐磨損和高溫下耐腐蝕等特別功能要求
選用接連澆注和液態揉捏可制造出長達數米的鈷鉻鎢焊絲,用于主動填絲鎢極氣體維護電弧焊,以提升焊接功率和堆焊層質量,一起還能改進勞動條件。不銹鋼鋼格板補焊有時也選用鑄造焊絲。
用薄鋼帶卷成圓形或異形鋼管,內填必定成分的藥粉,經拉制成的有縫藥芯焊絲,或用鋼管填滿藥粉拉制成的無縫藥芯焊絲用這種焊絲焊接熔敷功率高,對不銹鋼鋼格板適應性好,試制周期短,因此它的使用量和使用范圍不斷擴大。
這種焊絲首要用于二氧化碳氣體維護焊、埋弧焊和電渣焊。藥芯焊絲中的藥粉成分一般與焊條藥皮類似。含有造渣、造氣和穩弧成分的藥芯焊絲焊接時不需要維護氣體,稱自維護藥芯焊絲,適用于焊接不銹鋼鋼格板。
以上是關于不銹鋼鋼格板的相關內容,希望對大家有所幫助。
如何提高平臺鋼格板安裝精度,大限度減少平臺鋼格板施工質量通病,通過對平臺鋼格板施工中存在的問題進行調查查并整理,希望各施工單位能夠根據常見施工質量問題,舉一反三,查找存在的質量問題并及時修改,制定相關的預防措施。通過大量的統計數據顯示,平臺鋼格板變形及拼裝平臺不平整是影響平臺鋼格板安裝平整度主要的原因,所占比例高達60%以上。影響平臺鋼格板安裝精度原因主要有以下幾個方面。
原因分析
1、責任意識差:部分工人雖然經過崗前培訓,但不知道自己應該把握好重點是什么,造成好壞混肴。大部分工人有著豐富的實踐經驗但責任意識差,產生多次性的重復工作。
2、平臺鋼格板制作尺寸存在誤差:廠家在生產時焊接量大產生變形,直接影響安裝精度,需要再次加工又影響安裝進度。
3、運輸變形:產品在運輸時易產生擠壓變形,直接影響安裝平臺表面的平整度。
4、工人操作不精細:由于工人對尺寸控制不,造成尺寸到不到施工要求,從而使現場的安裝帶來錯誤信息,也是影響安裝的精度的原因。
采取措施
1、嚴格按照規范操作,不疲勞操作。由人員,加大培訓力度。減少手工切割的次數多采用自動切割。
2、嚴格檢查平臺鋼格板出廠質量,發現不合格的平臺鋼格板產品立即返廠。對于變形的平臺鋼格板產品,采用重物平壓的方法校正,對于小變形的平臺鋼格板采用敲打的方法局部校正。
3、組織工人學習,強調安裝精度的重要性,提高工人的水平和增強意識。確定質量責任意識,不合格的重新返工。
4、加強質檢員的抽檢頻率,發現問題及時調整。
以上是平臺鋼格板的相關內容,希望對大家有所幫助。

鋼格板生產時采用表面處理,把鍍鋅鋼格板浸入鉻酸溶液中,讓鋅層表面形成活性低之薄膜方法。此種鉻酸皮膜即使稍被碰破,破口附近的鉻酸鹽也會在水中溶化匯集到破口部位,再次形成新膜,可以有效地防止白銹的產生。
在鍍鋅鋼格板上涂油,防止空氣與鋅直接接觸。這里要注意的是,如果您要進行涂漆前請必須先將鋼格板表面的油擦掉, 若鍍鋅鋼格板將作為涂漆用途,則可施予磷酸鹽皮膜處理。磷酸鹽會穩穩的附著在鍍鋅鋼格板表面上,形成疏松多孔狀,可為涂料提供良好的立足點,而獲得強固附著效果。
生產的鍍鋅鋼格板存放在通風良好的地方,或者在濕度較高及冷暖差別大的季節里使用干燥機或干燥爐防止發生結露。注意不要被浸水而濕了,如被露水或水浸濕要處理干燥,也可以把包裝拆開,使用風扇等之進行送風吹干。存放在通風良好的地方,如果冷暖溫差大,易發生結露之處要避開。
以上是關于鍍鋅鋼格板的相關內容,希望對大家有所幫助。
作為不銹鋼鋼格板焊接時填充金屬或同時作為導電用的金屬絲焊接材料。在氣焊和鎢極氣體維護電時,焊絲用作填充金屬;在埋弧焊、電渣焊和其他熔化極氣體維護電弧焊時,焊絲既是填充金屬,同時也是導電電極。焊絲可分為3類。焊絲的外表不涂防氧化效果的焊劑。
大多數用于不銹鋼鋼格板的焊絲歸于此類,包含碳鋼焊絲、低合金結構鋼焊絲、合金結構鋼焊絲、不銹鋼絲和有色金屬焊絲等。有些合金,如鈷鉻鎢合金,不能鍛、軋和拔絲,而用鑄造辦法制成。它首要用于不銹鋼鋼格板外表的手藝堆焊,以滿意如抗氧化、耐磨損和高溫下耐腐蝕等特別功能要求
選用接連澆注和液態揉捏可制造出長達數米的鈷鉻鎢焊絲,用于主動填絲鎢極氣體維護電弧焊,以提升焊接功率和堆焊層質量,一起還能改進勞動條件。不銹鋼鋼格板補焊有時也選用鑄造焊絲。
用薄鋼帶卷成圓形或異形鋼管,內填必定成分的藥粉,經拉制成的有縫藥芯焊絲,或用鋼管填滿藥粉拉制成的無縫藥芯焊絲用這種焊絲焊接熔敷功率高,對不銹鋼鋼格板適應性好,試制周期短,因此它的使用量和使用范圍不斷擴大。
這種焊絲首要用于二氧化碳氣體維護焊、埋弧焊和電渣焊。藥芯焊絲中的藥粉成分一般與焊條藥皮類似。含有造渣、造氣和穩弧成分的藥芯焊絲焊接時不需要維護氣體,稱自維護藥芯焊絲,適用于焊接不銹鋼鋼格板。
以上是關于不銹鋼鋼格板的相關內容,希望對大家有所幫助。
鋼格板吊頂采用鋼格板設計制造的一種室內吊頂產品。它具結構輕便,美觀,高強度可行人,安裝簡便表面熱浸鋅,防腐耐用且免油漆維護的特點。鋼格板吊頂廣泛適用于**制造、工業廠房、大型體育場館、會展中心、大型商業、車站、碼頭、機場等工業及民用建筑的吊頂。
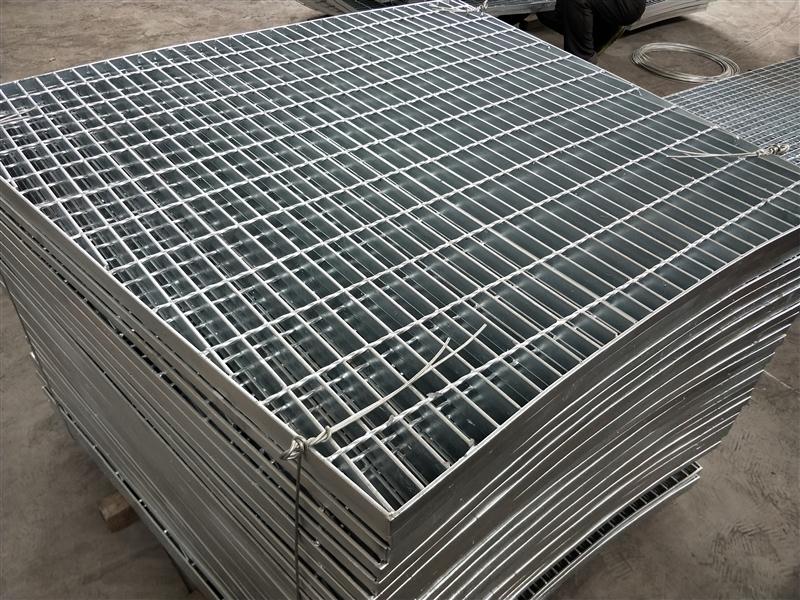
不銹鋼格柵是用扁鋼按照一定的間距和橫桿進行交叉排列,并且焊接成中間帶有方形格子的一種鋼鐵制品,主要用來做水溝蓋板,鋼結構平臺板,鋼梯的踏步板等.橫桿一般采用經過扭絞的方鋼.
不銹鋼格柵一般采用碳鋼制作,外表熱鍍鋅,可以起到防止氧化的作用。也可以采用不銹鋼制作.鋼格板具有通風,采光,散熱,防滑,防爆等性能.
不銹鋼格柵的生產標準,中國為YB/T4001-1998;另外美國,英國,澳大利亞和新西蘭也有其各自標準.鋼材標準按照GB700-88,GB1220-92. 鋼格板表面可沖齒以增加防滑性能.扁鋼也可采用I型的扁鋼制作.
不銹鋼格柵的制作方式:有機器壓焊和手工制作兩種.機器壓焊使用高壓電阻壓焊機,機械手自動將橫桿橫放在均勻排列的扁鋼上,通過強大的電焊功率和液壓力將橫桿壓焊入扁鋼內,從而可以得到焊點堅固,穩定性和強度極高的鋼格板.手工制作的鋼格板是先在扁鋼上沖孔,然后將橫桿放入孔中點焊,橫桿與扁鋼會存在空隙,而且不可能每個接觸點都進行焊接,因此焊接不牢固,強度有所降低.
格柵板用途:石油化工,市政工程,港口工程,機械工業,電廠水廠,鋼鐵工業,制造業,食品加工業等眾多行業都得到廣泛的應用.
不銹鋼格柵特點:
1.高強度,輕結構:牢固的網格壓焊結構使其具有高承載,結構輕
2.便于吊裝等特點
3.外形美觀,經久耐用:熱浸鋅表面處理使其具有相當好的防腐能力
4.表面光澤美觀
5.通風、采光、散熱、防爆、防滑性能好;防積污物。
格柵板用途:廣泛應用于石油化工、電廠、水廠、污水處理廠、市政工程、環衛工程等領域的平臺、走道、棧橋、溝蓋、井蓋、梯子、圍欄、護欄等
不銹鋼格柵產品規格
1.縱條間距:30-60(mm);
2.橫條間距:50-100(mm);
3.寬:20-60(mm);
4.厚:3-50(mm)。
焊接鋼格柵時,選擇合適的焊接件裝配順序,避免總構件裝配應力過大。由于裝配的一般剛度和不同裝配階段重心位置的變化,裝配后鋼格板焊接部位會產生應力。一般來說,裝配焊接順序處理不當將直接影響焊接質量。另外,不銹鋼格柵在裝配過程中有可能產生新的殘余應力,如果新的殘余應力大于臨界變形應力,就會引起焊接變形。因此,裝配應力應盡量減小或避免。2 .受焊接尺寸的影響對于不銹鋼網格板焊接來說,焊接尺寸與鋼板焊接撓度變形有著密不可分的關系,焊接位置在結構上對不銹鋼網格板焊接變形也會產生影響。不對稱的排列會導致焊件的彎曲變形。鋼點焊件截面的中性軸越靠近焊縫,彎曲變形越小。相反,中性軸離焊縫越遠,彎曲變形越大。鋼格柵板焊接過程中受局部高溫熱源的影響,受局部高溫熱源的影響,焊縫區受熱劇烈,局部熔化。該區域的材料受熱使焊接區域擴大,而鋼格板周圍溫度相對較低的區域則對焊接區域產生約束作用,從而產生彈性熱應力。溫度升高后,材料的屈服應力限急劇下降,導致熱彈性應力超過屈服限,形成熱壓縮。在冷卻過程中,焊縫區材料收縮受到周圍區域溫度場不均勻的影響,導致不均勻收縮變形。焊接區域存在拉殘余應力,相鄰區域存在壓殘余應力。不銹鋼點焊對熱源的輸入非常敏感。合理控制熱源輸入能量對鋼點焊件的質量具有重要意義。熱源能量輸入越大,收縮變形越大,熱源能量輸入越小,收縮變形越小。因此,在保證良好焊縫成形的條件下,輸入熱源應盡可能小。
http://www.joan1016.com